
бамп
Хоть один нормальный тред на абу помойке
Жуткая вещь для скуфов...
бамп
бамп нахуй
как его там нахуй сука блять бамп
Бамп гречневый
В понятие "слесарный станок" могут входить различные виды станков, использованных для металлообработки, такие как токарные, фрезерные, шлифовальные и другие. Рассмотрим токарный станок, который часто ассоциируется с "слесарным", для конкретики:
### Конструкция:
Токарный станок состоит из следующих основных частей:
- Основание, которое обеспечивает его стабильность.
- Бабка (главная и задняя) – главная бабка служит для закрепления и вращения заготовки, а задняя – для крепления инструмента или поддержки длинной заготовки.
- Суппорт – часть станка, которая перемещается вдоль заготовки и на которой закрепляется режущий инструмент.
### Порядок работы со станком:
1. Подготовка станка к работе: установка и закрепление инструмента, проверка и настройка скоростей вращения.
2. Закрепление заготовки в главной бабке.
3. Выбор и установка необходимого инструмента.
4. Выполнение обработки: включение станка, подача инструмента к заготовке, выполнение необходимых операций.
5. Выключение станка и извлечение готовой детали.
### Что на нем производят?
На токарном станке можно выполнять обработку внешних и внутренних поверхностей цилиндрических, конических деталей, резьбы, а также выполнение сферических и плоских поверхностей.
### Чем он отличается от слесарного станка?
Вопрос немного путает, так как "слесарный станок" – это не конкретный тип станков. Различные станки (например, токарные, фрезерные) имеют свой конкретный набор функций и принципы работы для выполнения различных операций обработки.
### Зачем нужен оператор станка?
Оператор контролирует процесс обработки: устанавливает и настраивает инструменты и заготовки, следит за качеством получаемых деталей и корректирует параметры работы станка при необходимости.
### Автоматизация станков:
Современные станки часто автоматизированы и оснащаются ЧПУ (числовым программным управлением), которое позволяет выполнять сложные операции обработки с высокой точностью и меньшим участием оператора. Перфокарты использовались в ранних системах ЧПУ для программирования, но сейчас данные вводятся цифровым способом.
Автоматизация на заводах продолжается, но полноценная автоматизация может быть ограничена факторами стоимости, сложности обработки особо сложных деталей или малых серий производства.
### Куда девается произведенный продукт?
После изготовления на станке продукты отправляются на следующие этапы производственного процесса – это может быть дополнительная обработка, сборка в более крупные узлы или системы, контроль качества, и в конечном итоге – использование в целевых изделиях.
Петровичи на работе, кому ты бампаешь?
Меня всегда просто интересовала всякая техническая промышленная хуйня.
Оператор станка нужен для того, что-бы он мог нажать 4 кнопочки и потом отнести готовый продукт на следующий этап сборки. Не автоматизируют потому-что тащемта дорого, ибо тогда нужно автоматизировать вообще весь производственный процесс, тащемта дешевле платить гречневым.
1. Да хуй его знает
2. Первоочередно наматывание на станок
3. Дарк шебм
4. Возможность наматывания
5. Чтоб наматываться
6. Автоматика не даст намотаться на станок, это будет буквально некому делать
7. Да хуй его знает
8. Выкладывается на двачах в дарк тредах
>имеют свой конкретный набор функций и принципы работы для выполнения различных операций обработки.
Перечисли функции токарного и фрезерного станка, затем напиши турнирную сортировку на Python без использования сторонних библиотек.
Там же у гречневых есть разряды всякие, за опыт платят. Чем отличается кнопкодавитель новичок от ветерана?
>Оператор станка нужен для того, что-бы он мог нажать 4 кнопочки
Мне кажется ты пиздишь, почему они тогда ноют, что работать тяжело?
Новичок если намотается не жалко
Для наматывания на вал Петровичей.
А там вообще есть вал? На оппике не видно, палки железные лежат просто.
Давайте сначала рассмотрим основные функции токарного и фрезерного станков:
### Токарный станок:
1. Обработка цилиндрических поверхностей: внешняя и внутренняя обработка для создания гладких цилиндрических форм.
2. Обработка конических поверхностей: как внешних, так и внутренних.
3. Резьбонарезание: создание внутренней и внешней резьбы различного типа и размера.
4. Выполнение поперечных и продольных вырезов: для создания пазов и канавок на детали.
### Фрезерный станок:
1. Обработка плоскостей: как горизонтальных, так и вертикальных.
2. Фрезерование профилей: создание сложных профилей и форм на поверхности детали.
3. Сверление и зенкерование отверстий: хотя это и не основное предназначение, но на фрезерных станках также возможно выполнение сверления.
4. Фрезерование зубчатых колес: специальными фрезами можно создавать зубчатые передачи разного типа.
Теперь давайте реализуем турнирную сортировку на Python:
def tournamentSort(array):
while len(array) > 1:
winners = []
losers = []
if len(array) % 2 != 0: # Если количество элементов нечетное, добавляем последний элемент в список победителей и проигравших
array.append(array[-1])
for i in range(0, len(array), 2): # В каждом цикле сравниваем пары
if array < array[i + 1]:
winners.append(array)
losers.append(array[i + 1])
else:
winners.append(array[i + 1])
losers.append(array)
array = winners # Те, кто "выиграл" в парах, продвигаются дальше
sorted_array = []
# Возвращаем элементы из "лиги проигравших" в оригинальный массив для дальнейшей сортировки
while losers:
minimum = min(losers) # Находим минимальный элемент
sorted_array.append(minimum) # Добавляем его к отсортированным
losers.remove(minimum) # Удаляем его из списка проигравших
sorted_array.append(array[0]) # Добавляем последний оставшийся элемент (чемпион)
return sorted_array
# Пример использования
array = [3, 1, 4, 1, 5, 9, 2, 6]
sorted_array = tournamentSort(array)
print(sorted_array)
Этот пример является упрощенной иллюстрацией принципа турнирной сортировки, и в реальности для больших объемов данных и более эффективной обработки могут потребоваться дополнительные оптимизации.
Был видос где какой то гречневый на такой станок намотался и его ошмётки разбросало по округе

unknown technology блять
> Там же у гречневых есть разряды всякие, за опыт платят. Чем отличается кнопкодавитель новичок от ветерана?
Там не только кнопки давить нужно, а ещё фрезы настраивать с точностью до микрона
Это тред намотанный на вал иди?
Допустим у меня есть палка металлическая с дыркой диаметром 14 мм, там внутри сварка или штырь.
На станке получится сбить сварку или убрать штырь?
бамп
наматывающийся бамп
Ну доставь контента тогда, хули ты.
>палка металлическая с дыркой диаметром 14 мм
Трубка что ли? Какая длина и толщина стенок?
>внутри сварка или штырь
На стенке или на торцевой поверхности?
На какой глубине от края?
Бля я вроде нашёл эту шебм
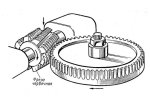
Во-первых, слесарных станков не существует. Во-вторых, на твоём пике - горизонтально-фрезерный станок. В-третьих, не отвлекай от работы.
мимо-зуборез
>мимо-зуборез
Червячная фреза, чуть не самое красивое и хитровыебаное что я видел в машиностроении.
Все эти многошпиндельные ЧПУ сосут у червячной фрезы.
длина 400 мм
наружный 14
внутренний около 7
>На какой глубине от края?
Ближе к середине трубки
Что значит зуборез?
>зуборез
>Червячная фреза
>многошпиндельные ЧПУ
Вы че охуели

На пике червячная фреза. Куда она вставляется - хуй поймешь.
Изготовление зубчатых колёс различного типа, шлицевых валов, звёздочек и червяков на станках различного типа. Используются методы обкатки, строгания, протяжки и, прости меня Нургл, долбежки.
Видел когда-то шестеренку или хотя бы звёздочку на лисапеде?
Инженегр-технолух ИТТ. Формулировку "СЛЕСРАНЫЙ" вижу впервые. Если имеется ввиду металлообработка, то в основном это токарная и фрезерная группы. Ещё есть всякие расточные, глубокого сверление etc.. У станка есть станина (рама, которой он крепится к полу, а всё остальное к ней.). На стол фрезерного станка крепится деталь через оснастку либо зажимается в патрон (на токарном только патрон и есть 3-х или 4-х кулачковый). В суппорт крепится режущий инструмент: на фрезерном -- фреза, на токарном -- резец. Оператор устанавливает изделие на станок и закрепляет его. Выверяет минимальное биение по обрабатываемой поверхности или базе. Далее запускает вращение и перемещает суппорт для получения нужной геометрии изделия. Если станок с ЧПУ, то оператор заранее пишет программу обработки, потом устанавливает изделие, закрепляет, выверяет, подводит инструмент к начальной точке и запускает работу.
Выпускают на станках различного рода изделия из металла (иногда из полимеров). Всякие валы, оси, трубы, зубчатые колёса, в общем: детали машин это называется.
На фрезерном деталь крепится к столу/в патрон и вращающаяся фреза режет металл. На токарном в патрон крепится детали и запускается вращение патрона. Неподвижный резец подводят к детали и тем самым осуществляют резание.
Оператор нужен, чтобы налаживать всё это дело.
Автоматизировать можно только в крупных сериях, там это целесообразно, но всё равно устанавливать и настраивать будет оператор.
Произведённый продукт идёт на следующие стадии производства либо, если это законченное изделие, в отдел технического контроля и оттуда в отгрузку.
Выпускают на станках различного рода изделия из металла (иногда из полимеров). Всякие валы, оси, трубы, зубчатые колёса, в общем: детали машин это называется.
На фрезерном деталь крепится к столу/в патрон и вращающаяся фреза режет металл. На токарном в патрон крепится детали и запускается вращение патрона. Неподвижный резец подводят к детали и тем самым осуществляют резание.
Оператор нужен, чтобы налаживать всё это дело.
Автоматизировать можно только в крупных сериях, там это целесообразно, но всё равно устанавливать и настраивать будет оператор.
Произведённый продукт идёт на следующие стадии производства либо, если это законченное изделие, в отдел технического контроля и оттуда в отгрузку.
Ну да, цепь натягивается, она передает крутящий момент на колесо.
Че такое обкатка и строгание?

Не вставляется, а надевается. На один из валов станка. А потом красиво режет зубики. Как раз методом обкатки.
Ну так станочки-то разные бывают. На одных кусок металла пихнул, воткнул флэшку, пара кнопок и жди.
А другие только и могут, что крутить болванку.
>Можете вкрацте объяснить зумеру как работает слесарный станок
Вррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррржжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжахсукамоипальцаебаавжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжбрррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррвжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжвррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррррр
>Формулировку "СЛЕСРАНЫЙ" вижу впервые
А слесари это тогда кто?
>Оператор нужен, чтобы налаживать всё это дело.
Лучше бы про это подробнее написал, оператор просто кнопку жмет и следит за процессом или сам что-то настраивает?
А сварочные аппараты можно автоматизировать?
>А слесари это тогда кто?
Алкаши обычно, что когда я с мамкой жил, они в говно приходили и нихуя поделать не могли, что сейчас когда один живу та же шляпа.

Вот, на пике выше. Фреза и заготовка вращаются вместе и обкатываются. Я самоучка и практик, а не инженер, так что чётких определений не знаю.
Зубострогальные станки - это уже другой тип, в котором используются не червячные фрезы, а пара резцов. Используется не для изготовления привычных цилиндрических, а для конических шестерен.
Пик очень релейтед.
Сварочные автоматы существуют. Используются там, где идут большие партии типовых деталей.
Слесарь - в первую очередь, человек работающий руками. Или использующий станки попроще. Прессы, пилы, гильотины, гибочное оборудование. То, что не требует какой-то особой квалификации, чтоб выделять это в отдельную профессию. Но в основном его задачи - именно ручной инструмент.
Дальше. Оператор устанавливает заготовку, запускает программу. Проверяет размеры полученной детали. В случае отклонений корректирует те или иные размеры непосредственно со стойки управления станка или меняет инструмент, когда тот изношен. Это минимальные требования к нему.
То есть если я ножовкой на верстаке сделал коробку из жести, то я слесарь? А токари - это те, кто со станком работают.
Надеюсь, на основные твои вопросы ответил. Если что - задавай. Шестерёнки все равно пока обкатываются.
Именно. Ты выпилил заготовку, раскроил и согнул. Все это может считаться слесарными операциями. Поздравляю с третьим разрядом.

>Сварочные автоматы существуют. Используются там, где идут большие партии типовых деталей
А как создали первые станки, если станков не было?
Например? Тот же самый токарный станок Нартова был кованый или литой, не помню. Да и ручным методом можно изготовить что бы то ни было, от каменного молотка до сверла по дереву. Было бы время, желание и понимание того, что у тебя должно получиться.
Погугли адвоката егорова на ютубе.
Он показывал простейшие станки своими руками.
на пике фрезер
Как пример: мельница. Неважно, водяная или ветряная. По сути, это станок с внешним источником питания. И ведь строили же как-то без этих ваших ЧПУ?
в зуборезательный станок - производит шестерни
>Ближе к середине трубки
Да, можно высверлить зажав сверло в задней бабке, но 200 мм вылет на 7 мм диаметр, высокой точности там не получишь уже.
>методом обкатки.
хуятки кретин
Ты забыл про станки глубокого сверления. Но в данном случае лучше уж использовать экектроэрозионный метод. Чего инструмент ломать?
>долбежки
Ну долбяки тоже сексовые, есть операции где кроме них никакну на чпу опять же всегда можно то же что и да долбежном.
Эписиноидный зуб нарежешь?
даниче там не обкатываеца долбень а просто режеца как резцом только фреза эта для достаточно больших серий
Это которая коничка в прост народье? Не на чем, к сожалению. Станки с боронами нынче редкость, как и грамотные спецы для них. А жаль, я б ещё одну ветку для себя открыл.
Да, но глукое сверление это уже прям спец станки, хотя тоже не дохуя чего сложного.
гипоидные шестерни режут на спец станках
Идиота ты кусок, читай внимательно. Обкатка была на предыдущей картинке, часть поста на неё и ссылалась. А но втором пике как раз строгалка, с двумя резцами!
Не совсем коничка, это изъебистая коничка где и коничка и косозубость переменная.

Виноват. Редко вспоминаю про них. Коничку сам же постил выше. А речь была про пик. В народе - круглый зубНо как и было сказано, гр станка ни Петровича с бороной и заточным станком сейчас хрен найдёшь. Утраченные технологии, лол.
погугли что такое обкатка кретин и на ту картинку я тоже ответил что ты кретин - еще раз фрезой режеца ничего там не обкатывпеца
Еблан, какой нахуй слесарный станок? На слесарном станке твоего батю-слесаря раком петушили всем цехом, а это продольно-шлифовальная машина ШМФ-43-1, ёбанный ты козёл блядь.
у гипоидной передачи свои проблемы иногда превышающие достоинства основная из которых большие потери в следствие трения


Бля, мне даже кажется что я знаю откуда это зубчатое колесо.
РОтор Р-700 от буровых установок.
Вот тебе схема. Можешь погуглить "метод обкатки червячной фрезой", этот пик вылезет одним из первых.
Много лет зуборезке-то отдал, а?
Отклеилось
>гипоидная передача
=/= Эписиноидной форме зуба. хотя в чем то близки
Мы про операцию нарезки зубьев, ты нам видео про резьбу.
Вообще неграмотный что-ли?
Серьёзно, там резьба? Я прост видео даже не открываю, потому что приём в цеху хреновый - короткий ролик будет минут 5 грузиться. Хех. Знал бы, даже отвечать ему не стал и схему искать.
это НЕ ВЕРНО высрано пориджами и такимиже долбаебами самоучками типа тебя
обкатка как и накатка это роперации выполняемые в основном на токарке для рифления и упрочнения поверхности
фрезой же РЕЖУТ а не обкатывают и не накатывают
это тонкий намек на толстые обстоятельства если ты не перестанеш нести хуйню

Походу такие колеса только на Р700.
Раньше для обеспечения плавности хода. еще и прикатывали зубчатую пару, так что ремонт на местах предусматривал замену сразу обеих шестерен. На что конечно же все забивают хуй.
Раньше для обеспечения плавности хода. еще и прикатывали зубчатую пару, так что ремонт на местах предусматривал замену сразу обеих шестерен. На что конечно же все забивают хуй.
Да, на токарке внутреннюю резьбу в гайке режет.
Ой дурак. Накатка - это метод токарный обработки. И заодно, название инструмента. Фактически, рифление поверхности. А обкатка - один из методов резания червяков и шестерен, использующий червячные фрезы. Сынок, ну хватит уже позориться. Мы давно все поняли.
Прикатывают всегда. Я выше пик приносил, на который ты отреагировал. Там же не оборона, а именно пара стоит. И пятно контакта можно увидеть на большой ответке. Так что прикатывают, иначе разлетится же все в работе.
>не борона
Гребаная автозамена.

хуй саси губой тряси рукажеп обоссыш самоучка и подтягивай базу
http://www.info.instrumentmr.ru/instrum_obkat.shtml
Справочник читни, неуч. Блядь, пару роликов Бербраера посмотрел, уже учит.
Нахуй это нужно в 2024???
Ты ебанутый?
слыш папа блядь без гугля чем болт оличаеца от винта
Цапфу от Крейцкопфа отличаешь?
Ну реально же жрешь говно без остановки. Зачем?
Не выебывался бы а уточнил в чем разница и что имеем в виду, нет чот спорит с упорством прыщавого ПТУшника. Ах лол, мы же на дваче, это же целевая аудитория.

сюда ебало свое сунь гавно и дальше пиздуй цех подметать
Нет ты. Кто в здравом уже будет заниматься этой хуетой из 19 века???
Они головками отличаются. Болт под ключ, винт под отвёртку. Встречный вопрос: чем ты отличаешься от дебила? Особенно с учётом того, что мы тут станки рассматриваем, а не твой микроболт?
Когда изготавливают какой-нибудь прототип (какой-нибудь двигатель итд), то его ебашут вручную на станках, потом его отправляют на тесты. Если тесты не пройдены, детали в этом двигателе отправляются обратно в этот ручной тест для доработки.
Как тесты пройдены, то отправляют уже на автоматизированное производство, где всю хуйню делают роботы по заданным параметрам
>Прикатывают всегда
Слушай, ну вот условиях нашего производства не всегда. ТО есть вот эти вот шестерни с эписиноидными зубьями в ссср прикатывали, с того времени как я стал работать не всегда, а сейчас полностью нет.
И на приводной части буровых насосв, там тоже не прикатывают. Ионное азотирование, зубошлифовка на шевронных колесах, и ТВЧ на косозубой передаче. Не помню за 20+ лет стажа что б прикатывали.
хуевками тупица гугли дальше кретин и пиздуй цех подметать неуч
тотже вопрос
Например блять ВСЕ. Все нахуй детали механизмов выточены на таких станках. Любой автомобиль/мотор что угодно. Это все ещё самого широкого уровня использования станки. Мало какие другие станки используются для тех же самых целей.
Странно. Работал рядом с этим участком пару лет. Так там постоянно наблюдал. Пару нарезали за 2-3 дня - и потом столько же катали с синькой или принтерным порошком. Иногда приходилось несколько раз на станок обратно ставить, потому что пятно было неудовлетворительным.
Что-то на скуфском.
Винт это форма, винт это блядь абстракция. А болт это изделие ебанное, сунь его в очко себе, хуесосник.
сейчас станки поточнее будут тогда да прирабатывали секйчас из под станка уже надлежащей точности + упрочнение поверхности как тут выше писал этот
посему сразу в работу
Винт - это первитин. А болт - это куда его надо ширять, если все остальные вены спрятались! Учи матчасть чтоб не быть баттхертом!
гугли дальше - понижаем тебя до младшего помошника старшего дворника
Еблан, детали еще и льются, примерно как моё семя на фас твоей маманьки-пробляди
У тебя не полный ответ, двоечник. Ты пишешь про обкатку как операцию, мы, тебе неполноценному, говорим об операции резания, когда взаимное вращение фрезы и заготовки приводит к тому что режущая поверхность инструмента обкатывает профиль будущей поверхности зуба.
Но в твоем ПТУ такое не преподают, поэтому тебе максимум можно напильник доверить для СЛЕСАРНОЙ обработки.
Марш под станину, пока маслом не обоссали.
Провел тебе болтом за спасибо.
У тебя почему тире короткое, ты что пидор?
Все что льется это просто косметика, никаких серьезных нагрузок к литью приложить нельзя, геометрия допуски хуё моё. Без точеных деталей все машиностроение нахуй идёт.
резание оно и в африке резание а обкатка она и в африке обкатка
и нехуй тут маняврировать
Хватит жрать говно, ладно бы еще про основные углы резца спросил, ну что за уебок, блядь.
А причём тут станки? Что касается именно этого типа колёс, там наиболее важно качество заточки бороны самой, нет? Но я уже сказал, что занимался и занимаюсь обычными цилиндрическими в основном. Но что-то же за 20 с лишним лет видел и слышал. Как-то раз при мне партию новеньких резцов для бороны разбраковали и вернули потому что у вершины зубьев то ли радиус то ли профиль не тот был. В итоге никак было не выбрать нужную глубину при сохранении профиля зуба.
В рот тебе нассал, обезьяна неграмотная
Отливки ты на чем будешь изготавливать? А обрабатывать литые детали на чем?
а какже порошковая металургия? в свое время должна была совершить промышленую революцию но советы сделали пук среньк и никакой революции не произашло
а льеца дахуя чего - теже пластиковые - капралониевые шестерни
Только не шестерён, а зубчатых колёс. ГОСТ16530 в помощь.
ответ будет или только пуксреньки???
канкретный вопрос канкретный ответ в чем проблема??
а ну да дворникам такое знать не положено
Порошковая не рассчитана на большие нагрузки, плюс, если трещина, то не заваришь такое изделие. Даже аргоном.
Я самовыродок и практик. Мне насрать, как оно называется, главное уметь изготовить. От того, что долбяк можно назвать хуевиной, а заготовку пиздюлиной, они своих свойств не потеряют.
>Без точеных деталей все машиностроение нахуй идёт.
Без литых деталей все машиностроение нахуй идёт. В чём я не прав?
Изготовил тебе пиздюлину вместо хуёвины, и чумздяк вместо перебляди. Вопросы?
Ты шутишь? Стойкость к нагрузкам может обеспечить только обработанный механически прокат. В идеале - ещё и улучшенный или вообще закаленный. А все это литье, порошки и прочее - у него своя ниша, довольно узкая.
Всмысле литые детали? Например раскатанная пластина из переработанной железной руды - это литая деталь?
притом что нет необходимости прирабатывать и совершать ряд дугих операций с целью повышения класса точности детали
деталь сразу идет в гальванику и прочую химию ну или если не требуеца в упаковку и потребителю
Вопросы. Ты уже перестал есть говно и обмазываться им?
за счет массовости тупо замена как нынче даже резцы не точат меняют пластинку и пиздец
Ты же сам в вопросе и ответил. Это прокатная деталь. Только не совсем деталь, а просто лист.
Литые детали, ВНЕЗАПНО, требуют механической обработки, как и порошковые тоже. Плюсы порошковых и литых в том что можно изначально задавать сложные формы, с минимум припуска на обработку.
Расплата за это - у литых это проблемы с поверхностью, необходимость нескольких циклов термообработки, несплошности, газовая пористость, ликвация, неоднородность структуры. Где то можно с этим мириться, где то это бывает критично. Прочность тоже хуже чем у кованных.
Порошковые всем хороши, казалось бы, но требовательны к чистоте технологии, и дороже чем обычные методы производства, хотя говорят, на крупной серии оправдывают себя.
вся современная бытовуха на пластиковых шестернях ЛИТЫХ
потому то наша промышленость и обосралась с бытовой техникой
видак или тотже лазерный принтор разбирал когданибуть? ты вот просто заебешся все это резать а готовое изделие будет стоить как фираря
в том и смысл порошков и точного литья что не требуют - отрезал литники и в работу
Ну, справедливости ради, есть ещё и литье под давлением. Оно чуть получше по свойствам. Но тем не менее, все равно до проката не дотягивает. Какой-нибудь там корпус из него сделать можно. Но если мы говорим про износостойкость и прочность при нагрузках - не, не, не.
Часть поста про нагрузки ты благополучно решил не заметить? Давай, отлей мне пластиковые шестерни для тракторной КПП.
>-Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
Делают. Но штучных и мелкосерийных изделий для внутренних нужд никто не отменял.
>вся современная бытовуха на пластиковых шестернях ЛИТЫХ
Долбоебушка, мы говрим про МАШИНОСТРОЕНИЕ, про ДЕТАЛИ МАШИН, про МЕТАЛЛООБРАБОТКУ.
Создай тред про полимеры и пластики, и там обсуждай свою мелочь пластмассовую.
Литье под давлением только цветнину встречал, алюминиевые детали, стальных не видел ни разу. Ну кроме центробежного литья.
>в том и смысл порошков и точного литья что не требуют - отрезал литники и в работу
Ну не совсем так. Те же шестерни, для коробок передач автомобилей, из порошковых сталей, все равно обрабатываются на станках.
Литые детали -- это, внезапно, детали изготовленные литьём. Чугунные заборы на набережных, например, часто литые. Т. е. в заранее сделанную форму, имеющую, геометрические параметры готового изделия, заливают металл. Он кристаллизуется, образуя тем самым заготовку или готовое изделие.
скоро будут лить и не такое - кстати лопатки для турбин не точат а имено отливают ну практически отливают - выращивают - знаеш как называли станки которые вытачивали лопатки для турбин в начале эры реактивной авиации? - производителями стружки
а у лопатки и условия работыи нагрузки не сравнимы с тракторной кпп
по твыоему принтор это не машина? вообще неуч в курсе вообще откуда пошло это слово машина? и что оно означало???
титаний льют тоже под давлением но там форму еще и крутят - центробежат тк расплавленый титаний имеет очень хуевую тякучесть
Почему именно внутренних? Никто не будет разрабатывать линию для изготовления даже тысячи деталей. Сколько оно окупаться будет? И все равно будет требовать штат для обслуживания. А если хоть один узел выйдет из строя, в данном случае ты уже не перекинешь партию на соседний станок из-за их узкой специализации. Выпекать одноразовые ложки или бутылки - это одно. Но ты-то говорил про машиностроения, вроде как.
Ну я и написал про цветнину, не про железо и сталь.
сюда
в части что такое машина и машиностроение
ВОПРОС - ЧЕМ ОТЛИЧАЕЦА БОЛТ ОТ ВИНТА
МЫ УСПЕШНО ИГНОРИРУЕМ????
МЫ УСПЕШНО ИГНОРИРУЕМ????
Для сотни уже есть смысл программировать чпушку. Десяток проще сделать на станке с ручным управлением
Отливают. И доводят потом механически и слесарно в любом случае. Иначе хрен тебе, а не работающая годы турбина. Это раз. И два - "скоро", "будет"... Вот когда будет, тогда и возвращайся. А пока что наше все - это мехобработка проката на полуавтоматах и ЧПУ.
сталюку вот просто не имеет сысла тк достаточнео высокая температура плавления и один хуй требуцет термички после механо обработки да и требования не такие как к томуже титанию чтобы так иъебываца
Там же пост был про автоматизированные линии? ЧПУ станок это хорошо, с этим никто не спорит. Но ЧПУ это не линия.
Винт более широкое понятие. Может быть как крепёжным то есть болтом, так и например винтом хода фартука или суппорта на том же станке
Болт выдерживает нагрузку вдоль и поперек соединения, а винт только вдоль.
Винт крепится отверткой, а болт шестигранником.
этот начал чтото подозревать
а теперь тоже самое в 2х словах
но больше хочеца услышать ответ от того дворника что метет около зуборезательных станков
не про нагрузки разговор и не про инструмент
У винта есть элемент для передачи крутящего момента, а у болта нет.
кек
линия это понятие растяжимое
например я чинил линию по производству печенюх это имено линия в класическом ее понимании - хоть она размером с 1а62 средний токарный станок
>вкратце
>за советом на двач
Вот тут и видим, почему "в гугле все есть" не работает.
Он даже поискать сам не может.
1) пиздуй на профильные сайты. Ну ты в курсе вообще, что это не один станок а целое семейство, правда?
2) включаешь, работаешь
3) слесарные операции: фрезеровку, сверление, работы с дырочками, короче превращение болванки в деталь.
4) нет крутящейся бабки (если это не комбик)
5) Чтобы жрать бутеры на платформе и выгребать стружку
6) Ты как из анабиоза вылез? Можно. Только либо делать узкоспециализированные аппараты, либо ставить кожаный мешок для большей универсальности.
5) Ох ебать, куда ж тебя занесло-то...
6) Чувак, ты не поверишь. Её снимают и уносят на склад готовой продукции или дальше по производственной линии.
Не сказал бы. Тут правильнее различать не крепёжный элемент, а вид соединения. Болтовое соединение -- 2 тела стягиваются крепёжным изделием с гайкой. Винтовое соединение -- одно тело притягивается к другому крепёжным изделием, которое вкручено в тело одной из деталей. И тут ничего не мешает мне накрутить гайку на то, что по ГОСТ является "винт потайной" и наоборот.
ну а в более широком плане?? исключающее разночтение
почемму все из вас приходица тянуть клещами????
3. Это не слесарные операции. Это фрезерная, токарная, сверлильная.
Слесарные -- это зачистить, притупить кромки, разделать трещину, довести шероховатость.
Слесарные -- это зачистить, притупить кромки, разделать трещину, довести шероховатость.
Что ещё за "слесарный" станок? 12 лет работаю слесарем, сварщиком и газорезчиком, первый раз слышу о таком.

У тебя на пике фрезерный станок
>-Его конструкция
Корпус, патрон для зажима детали, полотно которое ходит по корпусу, коробка передач (Да, там такая есть), электродвигатель
>-Порядок работы со станком
Универсального порядка нет, все зависит от того что точишь, но есть ряд правил которые нужно знать и соблюдать, такие знание тебе могут дать только в соответствующих заведениях.
>-Что на нем производят?
В основном оси всякие, резьбу нарезать можно, гайку выточить или болт. Некоторые умельцы могут куб сделать, или цепь, ну это уже дуровство.
>-Чем он отличается от токарного станка?
Чем отличается шоколад от шоколадной конфеты?
>-Зачем нужен оператор станка?
Он не будет работать без оператора
>-Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
Существуют, даже помимо ЧПУ есть автоматизированные станки. Автоматизированные станки как раз таки и применяют на заводах. Станки с оператором нужен чтобы сделать так, что не может сделать автоматизированный станок, например, если тебе потребуется выточить гайку, ты же не будешь заказывать новый станок чтобы он одни гайки клепал. Для такого и существуют станки с оператором, они униварсальны и могут делать много разных вещей.
>-Перфокарты это от этого станка или от другого?
Старый слесарь говорил что в советское время станки ЧПУ представляли из себя станок с перфокартой. В перфокарте выдавливали дырочки и станок видя эти дырочки выполнял соответствующие операции. Сейчас вместо перфокарт используют ЧПУ
>-Куда девается произведенный на станке продукт?
Если это изготавливающий завод - отправляют потребителю
Если это сборочный завод - отправляют дальше по технологической карте
Если это деталь о которой попросил - человеку которой попросил ее сделать.
мимосмотрел за слесарными работами
>Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
Да, ты можешь прикрутить двигатель вместо рукояток, и включать их по сигналу. Сигнал можешь записать, напримеер на ленту с дырочками, где каждая дырочка будет означать какой двигатель крутить.
Да, я уже понял, что слесяря на станках не работают.
Немного нерилейтед вопрос. А вот как в поднебесной делают интегральные схемы и сами процессоры. Там же пиздец какие технологии нужны для выращивания кристалла и оптической обработки.
>станки ЧПУ
да. эти станки назывались станки с числовым управлением ЧУ без П
> Там же пиздец какие технологии нужны для выращивания кристалла и оптической обработки.
ппутем разделения труда. Одни выращивают чистый кремний, одни делают фоторезист, другие оборудование для его засвечивания, третьи все это травят.
по твоему я когда непосредственно чтото режу на токарке кручу рукоятки???
>Существует ли способ автоматизировать станки?
Существует и автоматизируют.
>Почему этого не делают на заводах?
Смотяр на каких, но думаю по двум причинам:
- Петровичи привыкли работать по старинке. Кому-то просто хочется дожить до пенсии. А молодые скорее пойдут на завод, где уже есть станок с чпу.
- Бюрократия. Если испортят станок модификациями, то жопа начальника полетит по швабрам. Поэтому лучше не трогать.
Ну а на очень мелких предприятиях вполне себе модифицируют, хитростей там мало. На крупных уже давно стоят новые станки.
>Зачем нужен оператор станка?
Зависит от степени автоматизации станков. Есть те, которые сами фрезеруют\сверлят\точат. Чуть побогаче сами меняют инструменты. Еще богаче сами могут менять заготовку. А дальше уже конвейер по сути.
Оператор делает то, что не может сделать машина.
>кручу рукоятки???
это что еще за вопрос, ты круввтишь рукоятки подачи, рукоятки переключения скоростей или рукоятку включения автоподачи.
А что за деталь ты делаешь? Вот этот резец не знаю как правильно сам едет или ты его направляешь?
>если тебе потребуется выточить гайку, ты же не будешь заказывать новый станок чтобы он одни гайки клепал.
Меняешь инструмент и программу. Есть даже конструкции с автоматической сменой инструмента, выглядят как барабан револьвера.

Инженер по наладке станков с ЧПУ итт.
Могу и на обычном универсале порезать, могу прогу написать на сложную ебанину на пятикоординатнике, задавайте ответы.
А есть ли полностью автоматизированные производства, где люди просто смотрят всё ли правильно работает?
Я тебя повстречал у станка,
Внешний вид твой, меня озадачил.
Ты стояла вращая слегка,
Рукоятку продольной подачи.
>Меняешь инструмент и программу.
он говорил не о том, а что подготовка к исготовлению единичного занимает больше времени чем просто взять и выточить это на ручном станке. Уже не говоря о котроле того что происходит с твоей уникальной гайкой.
Это слова старого слесаря который работал на заводике при совке
>задавайте ответы.
почему вы до сихх пор рисуете ебаные 2д чертежи по госту, там где они нахуй не нужны.
Ни одно изделие не может быть выпущено без чертежа и сопутствующей технической документации.
Особенно когда речь идёт о всяких высокоточных деталях.
Если тебе надо болт на м12, ты и без чертежа его на универсале сам нарежешь, но если не знаток или впервые делаешь, - опять же, без документа хуй чего получится.
Вопросы у тебя какие то тупорылые пока честно говоря.
Конвееры есть, полностью автоматизированные заводы которые сами изготавливают разные штуки. Люди там конечно тоже есть, они ремонтируют и обслуживают все
>А есть ли полностью автоматизированные производства, где люди просто смотрят всё ли правильно работает?
Да. Но такие станки стоят невероятных денег. И там уклон уже идет в сторону обслуживания станка, потому что много сложных механизмов. Там ты уже должен быть программистом и инженером.
Есть станки как часть конвейера — это проще, чем делать один универсальный. Каждый станок выполняет очень узкую задачу. Есть канал "константин про", вроде, там скуф ходит по всяким заводам, можно посмотреть как все устроено.
Что такое пятикоординатник?
>Ни одно изделие не может быть выпущено без чертежа и сопутствующей технической документации.
>Особенно когда речь идёт о всяких высокоточных деталях.
почему? Документация это не исключительно 2д чертеж.
>но если не знаток или впервые делаешь, - опять же, без документа хуй чего получится.
Почему?
>Вопросы у тебя какие то тупорылые пока честно говоря.
Пока что, я услышал только "ТАК НАДО ДЕЛАТЬ"
Как происходит обмен информацией в других частях планеты.
>Ни одно изделие не может быть выпущено без чертежа
Я правильно понимаю, что одна пидарашка рисует хуйню в солиде, а потом переводит это в проеции, печатает на бумажке, сканирует и отправляет по факсу второй пидаршке, которая переводит это же в солид и делает по этому программу?
>он говорил не о том, а что подготовка к исготовлению единичного занимает больше
Да в общем-то не очень и много. В моем цехе как раз единичные детали и делаем. У тебя 3д модель сразу идет в софт для создания управляющей программы, дальше ты ставишь заготовку и станок все делает сам.
Другое дело, что там, где есть станки с высокой степенью автоматизации, задачи посложнее болта. И у станка есть ресурс, который не будут тратить на всякое говно.



резьба шаг полтора очевидно он сам едет притом без всяких чпу
это вал для вентилятора - крыльчатки для проекта аэролодки - по речке горной за голавлем насаца сейчас проект встал по причине лени хотя осталось хуй да нихуя
>Да в общем-то не очень и много. В моем цехе как раз единичные детали и делаем. У тебя 3д модель сразу идет в софт для создания управляющей программы, дальше ты ставишь заготовку и станок все делает сам.
Дело в том, что напрактике, единичные детали это как правило подгонка одного к другому.
Допуски и размер это удел массового производста. А подгонять детали на чпу это слишком весело.
Разве что использовать чпу в ручном режиме, без программы.
так и назывеца револьверный станок
чем болт отличаеца от винта?
>как работает слесарный станок
Сначала рукав цепляет, а потом наматывает рабочего на вал.
Зашел в тред обоссать молодого с его "слесарными станками", но ему уже все обьяснили. Если у кого-то остались вопросы без ответа - поясню за любую хуйню на металообрабатывающем заводике
мимо зам нач цеха
мимо зам нач цеха
А вот если я не хочу резать, а хочу сделать полусферу, то есть выгнуть заготовку по например деревянному образцу. Это уже другой процесс?
Так и не понял, при резке двигается заготовка или сам резец?
чем болт отличаеца от винта?

Ну смотри. На пикрил ногой можно въебать только одну кнопку, остальные три приходиться либо нажимать руками, либо делать переходник. А это тяжело.
Можешь объяснить, что делает каждая кнопка?
Смотря какой станок
это вальцовка тоже можно выполнять на токарке но никто не делает так крому рукажепых индусов все эти тазики кастрюли и прочую хуйню сложной формы из листового материала выполняют штамповкой ну если только кроме мелкосерийного производства - когда не целесообразно изготавливать штампы
Станок может обрабатывать, двигаясь в пяти плоскостях одновременно.
Надо тебе фигурку вайфу в хитровыебанной позе из титана вытачить за одну установку, - вот тебе надо такой станок.
Резец закреплён в суппорт станка. Суппорт перемещается по двум осям координат. Заготовка только вращается. В данном случае.
Я не знаю какого рода подгонка. Если условный болт сделан в каде параметрически, то весть процесс подгонки заключается в изменении параметров модели.
Если ты про то, что пришла какая-то нонейм деталь и вот под нее надо прям щас сделать болт, то вероятно такое будет сложнее. Нужно сделать реверс инжениринг, а уже потом модель под эту деталь.
Или когда нужно скопировать существующую деталь — тоже проще вручную. Там вроде есть режим повторения. Но я думаю, что для этого можно и чпу переоборудовать. Технически в этмо нет никаких проблем.
оба и заготовка и резец но не всегда например при строгании только резец
А чем делают вальцовку на производствах?
Есть станки где заготовка тоже движется вдоль оси?
Нейронка, почему неверно утверждение "человек - это двуногое животное без перьев"? Не используй аргументацию Диогена.
Зависит от того, где установлено и как подключено.
Большая красная я так понимаю для аварийной/быстрой остановки, красная обычное выключение, зеленая включение, желтая хз, например остановка шпинделя без выключения станка.
Как настроишь так и будет.
Гумговно, тебе здесь не рады.
смотри на трубе про индусов они там и не такую хуйню творят https://youtu.be/2lrGQbMEHaQ
на производстве спец станки вальцовочные и штамповочные типа прессов
Ты можешь задать все вопросы второй клауде и она ответит тебе лучше, но ты срёшь на дваче, гумговно при этом я. Понял.
>Если условный болт сделан в каде параметрически
если тебе нужно делать условный болт, то скорее это особенный болт, который уже есть куда закручивать и он будет правильно сделан лишь когда он будет закручиваться и совмещаться как надо в это место.
В серийном производстве ты же оперируешь допусками уровня болт не шире и не уже, не больше и не меньше.
Ну да, первым делом про пресс подумал. Наверное на прессе легче работать.
>В основном оси всякие, резьбу нарезать можно, гайку выточить или болт. Некоторые умельцы могут куб сделать, или цепь, ну это уже дуровство.
Ты шо, ебобо? Станок ты правильно угадал - фрезерный, только вот пишешь ты про токарный.
У фрезера фреза, она продольные канавки фрезерует или торцы.
Вон на вал, который торчит, диск с зубчиками надевается, а на станину какая-нибудь еботня, в которую деталь крепится. Потом оно всё ездиит взад-назад и стружка летит.
Мимо бывший слесарь, мастер, механик, нынешний манагер
>Есть станки где заготовка тоже движется вдоль оси?
А зачем? Лучше двигать резец, чем тяжелую заготовку.
Но в некоторых 3д принтерах, к примеру, движется стол с печатаемой моделью. Обычно так делают в дешевых вариантах, и там как раз проблема в тяжести стола и модели, которая сказывается на скорости печати.
Логика такая, чем что-то легче, тем меньше инерции, тем оно точнее и быстрее может перемещаться. Тебе не надо обеспечивать высокую жесткость, которая влияет на цену станка.
Аноны, есть тут те, кого в 21 веке совковый старый пидор учил рассчитывать эвольвентный профиль зуба по учебникам 1950-х?
Пригодилось?
Пригодилось?
опасней хотя если ебланить то и дорогу переходить опасно
Да, мне интереснее будет послушать говно, которое обучали хуй пойми на каком датасете, а не людей, имеющих практические навыки.
Где воздух, сука?
Болт в штанах винт в вене.
здесь в основном вопрос точности
каждая дополнительная ось - плоскость перемещения это свои ошибки погрешности посему стол двигают отдельно от головы - у него погрешность толь ко относительно рамы а вот у сопла что плюет пластик уже погрешность сложно предсказцемая тк двигаеца по 2м координатам
Не открывал её никогда? Сочувствую.
Ретроградское говно, тебе здесь не рады. Технарь должен осваивать новые средства, а ты - не технарь и не гуманитарий, ты обученная макака.
>Есть станки где заготовка тоже движется вдоль оси?
Что значит вдоль оси? Если брать самые примитивные двухосевые станки - на токарном резец имеет возможность двигаться по двум осям детали, закрепленная деталь вращается по продольной оси, так же продольная ось будет центром детали (Y), деталь вращается на резец, который двигается по продольной оси с заданной скоростью, получается резание и сьем материала с детали. При резании по торцу детали, будет движение резца по пеперечной оси (Х)
в цеху дылдаки производят и ты их тестируеш лично?
Компрессор наебнул, завтра будет Серег
кстати видал такой в видосах про все техже индусов толи шпоночный паз резали толи еще какуето хуйню там и заготовка и резец двигались друг на друга но там имено специфика
Во-первых, вместо клода для рабочих целей я использую гопоту т.к. она дешевле, а для кума реверс прокси с тем же клодом, я не говорил, что не пользуюсь нейронками.
Во-вторых, тред я создал, чтобы послушать именно про практическую составляющую, опыт людей, а у нейронки его нет.
Я не тестировщик, я контролер ОТК. Был, уже не работаю там.
качай ротом норма горит
Окно откройте и ведрами набирайте пока.
Я понял, то есть в конечном счете двигается только резец, а заготовка только вращается.
ведра давай
Это юзлес хуета. Даже при сверлении на токарном станке деталь вращается, а сверло нет. Двигать деталь по оси Y не имеет смысла, весь движемый интерфейс с перемещением по осям уже есть со стороны режущего инструмента, от детали требуется только вращение вокруг своей оси
Все так
>я использую гопоту
Ну так ретроград же. Клауда 2 гопоту превосходит по всем показателям, это объективный факт, с рабочими задачами она и подавно справляется лучше.
>тред я создал, чтобы послушать именно про практическую составляющую
Ну вот тебе список вопросов, в которых практическая составляющая не имеет никакого веса по сравнению со справочной базой той же клауды, из твоего же ОП-высера.
>-Его конструкция
>-Что на нем производят?
>-Чем он отличается от токарного станка?
>-Зачем нужен оператор станка?
>-Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
>-Перфокарты это от этого станка или от другого?
Сейчас начнётся визг.
еще раз там специфичная хуйня там по другому никак
правд я точно не помню что они там делали но я сам слегка под ахуел от таких так сказать станков но потом включил мозг и понял суть проблемы
не помню уже что канкретно там было но поню что видос про индусов тип такого https://youtu.be/2lrGQbMEHaQ
>Есть станки где заготовка тоже движется вдоль оси?
есть. но это удел очень тяжелого машиностроения. И шлифовки.
https://www.youtube.com/watch?v=YFoUHMFip_8
Эти погрешности можно компенсировать, это ерунда. Шаговые двигатели устроены так, что они всегда вращаются на определенный угол.
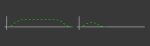
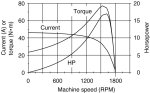
А вот инерция это бяка. Ведь по сути, когда ты двигаешь какую-то тяжелую шутку (и не очень) из точки А в точку В, то у нее есть время на разгон, и время на остановку, и где-то посередине у тебя присутствует желаемая и стабильная скорость (график слева). И чем тяжелее перемещаемый объект, тем больший разгон и остановка, и тем короче стабильная скорость.
Например у 3д принтеров есть проблема, когда высокая тяжесть головы или стола приводит к тому, что на коротких дистанциях объект даже не успевает разогнаться до нужной скорости (график справа). Как итог, принтер с тяжелой механикой печатает 12 часов, вместо шести.
Я уже молчу про то, что инерция сама по себе привносит больше неточности, чем если это облегчить и перенести на другую ось. Конечно же ты можешь увеличить мощность двигателей, но это означает удорожание станка, к тому же более мощный двигатель тяжелее, что дает прирост эффективности процентов 20 от ожидаемого.
Слесарь экономист по образованию ИТТ. Так называли простейшие станки при Союзе, их раньше было дохуя, даже в моем селе в дорожном отделе стояло 3 станка. На самом сложном и точном хуярит токарь, когда нужна точность. На простых хуярили слесари, иногда и сами водилы, если слесари козла забивали и им некогда. Современных слесарей нельзя подпускать к такому, мы не умеем. Хотя раньше мы пиздюками хуярили на них, чтобы на стружку посмотреть Тогда не было пеки и развлекались как могли.
Тред не читай - сразу отвечай
>СЛЕСАРНЫЙ СТАНОК
Горизонтально фрезерный
>-Его конструкция
На станке есть только вращающищийся инструмент и регулируемый по трем координатам стол под заготовку
>-Порядок работы со станком
закрепил деталь, закрепил инструмент, подвел под нужный размер, погнал
>-Что на нем производят?
Детали не являющиеся телом вращения
>-Чем он отличается от токарного станка?
На токарном вращается деталь
>-Зачем нужен оператор станка?
Для всего. От установки детали и инструмента, до подачи детали при обработке
>-Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
Вот такие станки, где подача ручная уже не автоматизировать. В целом автоматизация упирается в деньги, их либо просто нет в нужном количестве, либо кабан не ощущает выходы от таких вложений, либо вкладывает в свое личное благополучие
>-Перфокарты это от этого станка или от другого?
От других
>-Куда девается произведенный на станке продукт?
Такой станок скорее всего находится в каком нибудь отделе главного механика и на нем делают детальки для ремонта основного производства
Да, есть. На моем тайваньском токарном автомате например резцы могут двигаться только по Y и X, а сама заготовка, в моем случае пруток уже пляшет по Z.
В случае с 3д принтерами мощность двигателя нихуя не влияет на цену, потому что цену двигателя в основном медь составляет.
А в 3д принтерах сервоприводы какие-то ебанутые стоят, там датчики-хуятчики дорогие в них.
>Ну так ретроград же
>т.к. она дешевле
>в которых практическая составляющая
Так я бы мог просто открыть википедию и получить ответы, а так мне знающие люди поясняют, вдобавок подкрепляют слова примерами и видосами.
Вот например этот тред:
https://2ch.hk/b/res/302407579.html
ОП мог бы просто сравнить сервисы через нейронку и она бы перечислила недостатки и достоинства, но ему интереснее, что скажут аноны. В этом и суть форумов, в общении с реальными людьми.
Да и приеб мой был связан с тем, что ты написал хуйню, связанную с философией в техническом треде.
>Шаговые двигатели устроены так, что они всегда вращаются на определенный угол.
>
нормальный чпу позиционируется по линейному энкодеру который напрямую связан с осью перемещения. Там не шаговые двигатели, хотя роли здесь это не играет.
зубодрочильня
причем тут шаговые двигатели?? люфты в ластохвостах и прочих направляйках вот о чем я говарил но 3д принторы и прочие лазеры к этому менее склонны нежели фрезеры и токарка
а инерция это хуйня - меньше скорость меньше инерция
>токарном
>по Z
Что не так?
Типо пидорасит от люфта
>В случае с 3д принтерами мощность двигателя нихуя не влияет на цену
Ну можешь посмотреть на цены, используются двигатели nema. Для производителя это существенно. Но там куча дурги параметров, когда мощность дивгаетля не важна, важнее жесткость и легкость.
Подозреваю, что энкодер не очень хорошо работает на больших дистанциях или на многоосных системах. Я энкодеры видел только на чем-то одноосном, типа токарных. На фрезерных станках, работающих с листовым материалом и 3д принтерах энкодеры не стоят.
токарка это 1 плоскость и 2 оси
все остальное это уже не токарка а совмещение с фрезером и прочей хуйней
типа это нахуй не надо - избыточно ну и да + неизбежные люфты от лишней оси

Типа в токарном нет оси Z?
Посчитаем:
1. движение каретки вдоль детали
2. движение картки вверх-вниз
3. движение картки на глубину врезания.
>2. движение картки вверх-вниз
А для чего это на токарнике?
>Подозреваю, что энкодер не очень хорошо работает на больших дистанциях или на многоосных системах.
Они там работают очень хорошо. Кроме того они дополнительно калибруются что бы повысить точность.
>На фрезерных станках, работающих с листовым материалом и 3д принтерах энкодеры не стоят.
точность там не нужна.
Да хз, чтобы резец позиционировать, к примеру.
Ну да, это не считается полноценной осью.
какой в пизду каретки??? у токарного нет никакой каретки у него сюпорт
сюпорт вдоль а резцедержка поперек - все пиздец
ну есть канечно у него еще одна ось - конуса резать и точно снимать продольно но это так и называеца малая продольная подача
вверх вниз нахуй не надо перемещать - резец дубина устанавливаеца строго на определеную высоту как правило это - минус 0,1-0,5мм относительно оси вращения и пиздец
энкодеры приеняюца несколько по другой причине и да они в плане точности превосходят шаговики
а причина банальна - шаговики двигаюца шагами тое не плавно потому применяют либо колекторники либо асинхронники

Всмысле блять не токарка? То, что у меня в голову можно поставить привод с фрезой и нахуячить шестигранник из прутка не делает мой токарник на котором я ебашу втулки полноценным фрезером, это все такой же токарник, просто с еще одной осью. Тем же самым можно баловаться и на дедовском универсале, но там уже нужны изьебы.
Можно и шаговыми двигателями калибровать. У меня ощущение, что ставят либо шаговики, либо энкодеры.
>точность там не нужна
Нужна, но либо это сложно реализовать на таких площадях, либо скорость понизится.
>Тем же самым можно баловаться и на дедовском универсале
На каком-нибудь 16к20? я бы на такое посмотрел
Мехамозг на ютубе, охуеешь че можно вытворять если голова работает.
Так суть чат-нейронки в том и есть, что она поясняет. Лучше большинства знающих людей поясняет, если про клауду говорить. Создавать для этих целей нитку на двоще вполне допустимо, если она по приколу, но тогда я не понимаю визга про нерелейтед. Если же ты хочешь получить практическую информацию, то сейчас существует крайне ограниченный спектр вопросов, на которые нейронка даст менее осмысленный ответ, чем аноним с двача.
Следовательно, существует два возможных сценария:
1) Ты ретроград, не знаешь, как правильно использовать нейронки и экономишь на их интеллекте, поэтому, игнорируя народную мудрость про поиск на дваче ответов, создаёшь тут тред, да ещё и не в тематике. И считаешь анона личной армией. Нахуй пошёл, следовательно.
2) Ты зашёл в тред ради живого общения и лулзов, но гаркаешь на любого человека, который в этот тред заходит и вносит это самое живое общение, потому что у тебя синдром вахтёра и тебе пичот от нерелейтеда. Тоже нахуй иди.
в прямом это уже совмещение
есть такая хуйня - вставляют в резцедержку спец фрезер и фрезеруют под шпонку паз но опятьже для этого Z ось нах невпилась
я например на 1к62 шлицы строгал - вот с этого
видоса вал что категорически запрещено делать на токарном но у меня они маленькие были посему похуй

>шаговики, либо энкодеры
в общем случае одно не исключает другое, это совершенно разные вещи.
Но в любом случае, измерение теряет точность если оно преобразовывается в случае редуктора или вращения. Поэтому в более-менее точном машстроении ты измеряешь непосредственную операцию иначе у тебя будут неизмежно накапливаться ошибки.
>
>либо колекторники либо асинхронники
вообще то там используются синхронные двигатели в виде сервопривода.
Что-то заготовка еле движется. Там сколько зубов на долбяке и на ней?
с развитием частотных регуляторов применяют и асинхронники
а колекторник это и есть синхронный двиг - уж мне то электромеханику ты можеш мозг не полоскать
>а колекторник это и есть синхронный двиг
колекторным обычно называется двигатель постоянного тока с механической коммутацией обмоток ротора.
сихнронный двигатель, а уж тем более синхронный двигатель c ротором с постоянным магнитом которые и используются в качестве сервоприводов это вообще другое.
>с развитием частотных регуляторов применяют и асинхронники
они не целесообразны здесь потому что асинхронный двигатель не может в момент на малых оборотах, да и в малые обороты не может.
На токарном станке по умолчанию нет оси Z, максимум как ты можешь ее менять - добавляя иои убавляя пластинки под резцом
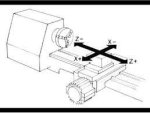

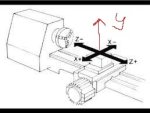
Хуйню несешь. Я тебе даже наглядные картинки нашел, где первая это оси для большинства обычных токарников с чпу, вторая это оси на токарном автомате. А то про что ты говоришь, это высота режущего инструмента, т.е Y.
Это опять ты, винтовое ебанько? Какая, в жопу тебе, разница как назвать третью ось, если её там все равно нет?
>пишу гумговну что он гумговно
>гаркаешь на любого человека
Это твой ебырь? Нахуя ты вообще влезло в диалог, чмо?
>Какая, в жопу тебе, разница как назвать третью ось, если её там все равно нет?
Большая, даун блять. Ось Z это продольная, Х это поперечная, соответственно последняя ось, Y, будет высотой режущего инструмента. Иди блять стружку выноси, клоун 2 разряда путающий оси. Вангую ты к станку ближе чем на 3 метра никогда не подходил, а что такое чпу слышал где то там краем уха, чмоня.
электроинструмент сыт тебе на ебало
в своей достаточно долгой жизни колекторник постоянного тока ну если не считать выдраных из децких игрушек видел только один раз и это был дурак весом в полторы тонны 200а600в - крутил фуникулер через редуктор размером с пару жопавозок
>асинхронный двигатель не может в момент на малых оборотах, да и в малые обороты не может.
очнись маня на дворе 24г 21 века частотники для этого и придумали чтобы асинхронники имено МОГЛИ в малые обороты и там при этом имели не хуевый момент - я тестировал я своими глазами это видел я своими РУКАМИ этот момент счупал - сам ахуел лол) кстати тот асинхронник 3,5квт через тот частотник крутил промышленую стиральную машину 30кг белья и стирал и отжимал

>-Его конструкция
Хуюкция бля! Слепой, не видишь штоли нах?
>-Порядок работы со станком
Хуярь ёпта, по порядку ёпта
>-Что на нем производят?
Что хочешь
>-Чем он отличается от токарного станка?
А тебя ебёт или что?
>-Зачем нужен оператор станка?
Чтобы такие белоручки как ты хуй свой теребили на диване блядь
>-Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
Мозги себе авторитизируй сука
-Перфокарты это от этого станка или от другого?
От компьютера, блять. Ты тупой что-ли?
>-Куда девается произведенный на станке продукт?
Собаке своей забери, хочешь? Пидор сука
Ответы тру гречневого
2чаю она там нахуй не нужна - даже если чтото фрезеровать можно справица и 2 стандартными осями
Я погромизд, мань. Если в твоём представлении всё, что отличается от дрочки за станком - гумговно, ты превозносишь дрессированную обезьяну.
На пике горизонтально-фрезерный станок
1. В общих чертах он состоит из трёх механизмов линейного перемещения (XYZ), электродвигателя, а так же трёх фрикционных муфт, которые ты активируешь рычагами и тем самым приводишь в движения механизмы линейного перемещения. Ещё один двигатель - на шпиндель (то есть крутит фрезу, которая устанавливается в ту блямбу в верхней части).
2. Устанавливаешь на стол заготовку, устанавливаешь фрезу в шпиндель, выставляешь их взаимное расположение, настраиваешь скорость вращения шпинделя и подачу рычагами. Потом подачу врубил он оно пошло чухать, ты в это время ловишь стружку в ебло.
3. Что угодно, реально. Это один из универсальных станков. Грубо говоря любые детали где есть плоскости так или иначе могут быть выполнены на подобном станке
4. На токарном станке главное движение передаётся на деталь, на фрезерном - на иструмент (для гуманитариев, на фрезерном крутится фреза, а на токарном - заготовка)
5. Оператор это термин скорее для станов ЧПУ. За этой ёбой фрезеровщик работает. Так или иначе это человек который правильно устанавливает деталь и инструмент, после чего в соответствии с технологической картой производит операции.
6. Конечно существует. В ущерб универсальности. То есть это довольно большой объем инвестиций в участок производства, который будет предназначен для изготовления узкой номенклатуры деталей. Для подавляющего большинства предприятий универсальность важнее.
7. От другого. Они использовались на самых первых ЧПУ станках.
8. Передаётся на другой станок, или слесарю. Потом на термообработку. Потом на шлифовку, потом на гальванику, например. Вариаций масса.
пограмизьм это тоже гум гавно такчто сиди на сраке ровно не отсвечивай гуанитарий
>на токарном - заготовка
не всегда пример тому токарно карусельные станки
>Нейронка, почему неверно утверждение "человек - это двуногое животное без перьев"? Не используй аргументацию Диогена.
>Я погромизд
Я так сразу и понял.
>дрессированную обезьяну
Без этих обезьян ты бы на лошади в коворкинг ездил и мылся в речке после работы на барина буквально.
>очнись маня на дворе 24г 21 века частотники для этого и придумали чтобы асинхронники имено
синхронный двигатель точно так же управляется частотником это не принципиально здесь. То что асинхронный двигатель теоретически может использоваться не отменяет, что подавляющие большинство сервоприводов это синхронные двигатели с постоянным магнитом в качестве ротора.
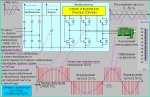
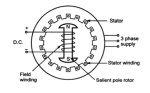
К тому же ротор синхронного двигатель имеет магнитный поток который не зависит от скорости вращения, другими словами, он может выдавать момент при нулевой скорости вращения. Этим собсно он и отличается от асинхронного.
Очевидно, что для позиционирования первый оптимальней. Индустрия уже так решила.
Пик диаграмма момента и скорости для синхронного и асинхронного двигателей.
>колекторник постоянного тока ну если не считать выдраных из децких игрушек видел только один раз
>электроинструмент сыт тебе на ебало
>колекторник постоянного тока
не бывает коллекторных двигателей переменного тока(не рассматривая технические особенности исполнения), вернее, он будет работать от переменного напряжения, потому что из за коммутации он работает эквивалентно при переменном напряжении, при условии что у тебя на статоре не постоянные магниты.
На токарно-карусельном тоже главное движение на заготовку передаётся. Карусельным она называется потому что ось вращения главного привода вертикальная, для обработка габаритных деталей малой (относительно диаметра) длины.
Существуют токарные станки с приводным инструметом, там да, можно и фрезу установить и фрезеровать ей. Но классификация токарный/фрезерный всё равно происходит именно по признаку куда передается главное движение.
1. Какое образование у оператора универсального станка?
2. Какое образование у создателя программ для чпу?
3. Какое образование у мастеров производства / начальников цеха?
3. Какое образование у пиджаков, которые сидят в руководстве отделов металлообработки?
2. Какое образование у создателя программ для чпу?
3. Какое образование у мастеров производства / начальников цеха?
3. Какое образование у пиджаков, которые сидят в руководстве отделов металлообработки?
яда я не станочник я студент, я только полы подметал ходил
1. Средне-специальное "Технология машиностроения"
2. Высшее "Технология машиностроения"
3. Мастер может быть со средним, нач. цеха, предположу, обязательно высшее
4. Лучше спроси какие у них родственники
Тонко
Охолощенный огнестрел восстановить сложно. Да, высверлить сварку или срезать штырь возможно, но ни о какой точности стрельбы потом говорить не придется.
Давай, рассказывай, чего ты там решил восстанавливать. Мимо занимаюсь немного металлообработкой как хобби
Малаца, мое увожение
>точно так же управляется частотником
там другой принцип завали ебало не знаеш не пизди
>с постоянным магнитом в качестве ротора
не применяется по вполне очевидным причинам исключения конечно есть но это не про промышленость - засунь себе в сраку свой самокат
> Индустрия уже так решила.
чья? хохляцкая?
все твои маня картинки полная хуйня выдраная из контекста с одной лиш целью доказать твою якобы "правоту"
просто завали ебало - ты не шариш в вопросе не отсвечивай
>не бывает коллекторных двигателей переменного тока
разбери любую дрель болгарку пылесос и ты его там увидиш кретин - ИМЕННО - колекторный двигатель ПЕРЕМЕННОГО ТОКА
еще один дЭбил блядж - карусельный он потому что там токарь вместе с резцом и резцедержкой сюпортом и подачами как на карусели катаеца на стульчике вокруг детали
сделано это для того точнее потому что обрабатываемая деталь весит несколько ДЕСЯТКОВ а порой и СОТЕН тонн и крутить ее вот тупо не вариант - да да оказалось проще крутить весь станок вокруг детали вместе с токарем
>для обработка габаритных деталей малой (относительно диаметра) длины.
не путай с лобовыми станками эти да обрабатывают короткие но большого диаметра детали - всякие крупные колесья и прочее
а карусельные достигают в высоту порой 3х этажного дома - токарь по лестнице на свое рабочее место забираеца
Это теоретический вопрос, никакого огнестрела у меня нет.


> высверлить сварку
хуевая затея очень хуевая - как минимум отпускать надо
>там другой принцип завали ебало не знаеш не пизди
в чем там другой принцип, не считая того что магнитный поток создается не вращением магнитного поля в статоре, а напрямую. пик1.
>не применяется по вполне очевидным причинам
Ну твои слова очень просто доказать. Ты можешь привести хотя бы несколько сервоприводов где используется асинхронный двигатель
Вот у сименса(двигатели которого используются в очень многих чпу и не только станках) Так и написано
SIMOTICS S-1FL6 servo motors are permanent-magnet-excited synchronous motors and are designed for operation without external cooling.
>колекторный двигатель ПЕРЕМЕННОГО ТОКА
таких не бывает. Бывает универсальный коллекторный двигатель. коллекторного двигателя переменного тока не существует в силу того что он будет работать и от постоянного тока. Если считаешь что это не так, обясни в чем особенность коллекторного двигателя переменного тока и чем он отличается от двигателя постоянного тока(подсказка, различия нету).
>токарь как на карусели катаеца
Ещё кого-то дебилом называет, пиздец... Пиздани ещё что на горизонтально-фрезерном станке фрезеровщик лежит горизонтально в специальной люльке потому что деталь была тяжёлая и он прилёг отдохнуть.
Ты же даже не способен уловить смысл того что только что прочитал. Чёткая классификация по типу главного движения и ориентации оси вращения для тебя недоступны. Мне лень с тобой спорить, ты безнадёжен.
Признаю, ошибся чутка. В любом случае у тебя нет оси Y на токарнике
там на выходе ПОСТОЯННЫЙ ток а частотник изменяет ЧАСТОТУ ПЕРЕМЕННОГО тока тое на выходе у него все теже условные 380 3 фазы но уже другой требуемой частоты
>Вот у сименса
твой сименс сосал сасет и будет сосать хуй - не показатель
>коллекторного двигателя переменного тока не существует
с такими знаниями ты лятиш НАХУЙ - еще раз разбери пылесос или болгарку и ты там его увидиш - колекторник который работает от переменного тока

Вот на пике карусельный станок с первой выдачи поисковика. Где тут люлька, хуила?))) Где хотя бы суппорт, который, как ты говоришь, крутится вокруг детали? А в люльке токарь крутится всю смену как ебанутый, блюёт в сторону внешнего радиуса вахуе после обеда?
Операция, при которой рецец движется по кругу относительно неподвижной заготовки называется растачивание. Растачивание выполняют на расточных, блять, станках.
Скожите лучше на каких режимах лучше резать сталь на высокооборотистом шпинделе. Ну типо у меня 18-24к, фреза 6 мм, чо делать.
А мощность шпинделя какая?
Минимальные 18к, если мощности хватит. Но оно для того не предназначено, 18к это многовато для обработки стали, такие шпиндели изначально предназначены для алюминия и всякого мягкого говна типа пластмасс и деревяшек.
2.2 квт
Да понятно что много но то что есть, думол может чет подскажут тут. Есть может какие-то слесарные хитрости, типа дед-плавунец нашептал на ухо перед смертью или там в столе намотавшегося мастера нашли склянку с волшебным СОЖем.
иди нахуй матрица ебаная был такой я точно помню высотой с трех этажный дом и там иммено деталь на месте стоит а вся хуйня вокруг нее наяривает
а эта хуета что гугль выдает и у тебя на пике просто перевернутый лоботокарный
Не, братиш, с таким шпиндаком ловить нехуй. Осмелюсь предположить что у тебя портальник, причём довольно хлипкой конструкции.
В качестве фола последней надежды установи фрезу по стали (!) с минимальным вылетом, на минимальных оборотах и минимальными режимами остальными. Процарапать что-то можно, если в край припёрло, и если у тебя гвоздилин, а не нержавейка какая-нибудь. В противном случае неси на полноценный мощный фрезер.
1) Слесарных станков как таковых не существует. Слесари в основном работают за верстаком и ручным инструментом пидорят детали. Иногда используют очень примитивные настольные сверлильные или головки точильные.
2) Жмёшь кнопки и руками насаживаешь деталь на инструмент.
3) Слесарные операции почти для каждой детали используют.
4) На токарном точат, на слесарном слесарят.
5) Есть. Пытаются от слесарей избавится, но это почти невозможно.
6) От другого. Перфокарты от резьбошлифовального. Там дырочки выкалываешь как резьба выглядеть должна и она по ним делает.
7) Выкидывают нахуй 50%, потому что брак. Остальная половина после БТК идёт на сборку или на консервацию чтоб на склад убрать.
2) Жмёшь кнопки и руками насаживаешь деталь на инструмент.
3) Слесарные операции почти для каждой детали используют.
4) На токарном точат, на слесарном слесарят.
5) Есть. Пытаются от слесарей избавится, но это почти невозможно.
6) От другого. Перфокарты от резьбошлифовального. Там дырочки выкалываешь как резьба выглядеть должна и она по ним делает.
7) Выкидывают нахуй 50%, потому что брак. Остальная половина после БТК идёт на сборку или на консервацию чтоб на склад убрать.
Ладно, будь по-твоему, дядя.
Перевернутый лобовой по сути и есть карусельный, кстати.
>я точно помню
Я не сомневаюсь что ты такое видел, я сомневаюсь что ты правильно понимаешь классификацию металлорежущих станков.
Жесткость норм более-менее. Лан будем экспериментировать.
Потому что первая картинка показана для классических токарных чпу станков, там действительно ось Y отсутствует на стойке как таковая, например на 16А20 который считай обычный кашник только переделанный в чпу, он умеет ездить только по X и Z. А вот например на других станках эта ось на стойке имеется, и используется для приводного инструмента. Т.е у тебя блокируется шпиндель и вместо него вращается уже сама фреза либо сверло, и оно уже едет у тебя по всем 3 осям. Но это уже элемент фрезерки в токарке, так или иначе ось Y, даже если на стойке ее нет, будет означать высоту режущего инструмента относительно центра заготовки.
ты хоть раз карусель видел??? там ВСЕ крутица а центр неподвижен
и не надо мне про станки расказывать и темболее их класификацию
не удивительно эта ебаная матрица сошла с ума они там в конец ебанулись долбаебы ебаные
https://youtu.be/nCbfUoIjq1o?t=52
ебать калатить нахуй точно эта нейросеть ебаная сошла с ума - нам пиздец ватсон я вот реально не знал что будет ТАКАЯ проблема найти нужный видос - элементарщину
карочи тот станок один в один с тем что на видосе - там токарь со всей хуйней - резцами подачами сюпортом как на КАРУСЕЛИ наебывает вокруг НЕПОДВИЖНОЙ заготовки и поднимаеца по лесенке чуть ли не на 3й этаж блядж на свое рабочее место
у тебя эффект Манделы, успокойся, выпей тёплый травяной чай
А слесарь это на зумерском ДевОпс? Обычно девопсочерти максимум на пиитоне могут скриптики свои обоссаные писать.
если бы но я помню что даже в какойто книжке по токарке об этом станке упоминалось
>Я так сразу и понял.
Ты будешь удивлен, но люди могут иметь увлечения шире профессии. Это норма. В мире людей, не обезьян.
>Без этих обезьян ты бы на лошади в коворкинг ездил и мылся в речке после работы на барина буквально.
Ну спасибо, им, хули. Речь не о том, что низкоквалифицированный труд - это плохо, речь о том, что квалификацией тебе в таком случае гордиться нечего, потому что её нет. Хочешь гордиться - гордись достоинством труда или вкладом в человечество, я вообще не против, просто не позиционирует себя а качестве интеллектуальной элиты, это неправда.
Ну ты проверь, в интернетах всё есть.
Я это говно преподавал в пту, у меня сомнений нет.
с такими интернетами и поисковиками я уже сомневаюсь что свой хуй у себя в штанах найду так что извиняйте
>там на выходе ПОСТОЯННЫЙ ток а частотник изменяет ЧАСТОТУ ПЕРЕМЕННОГО тока тое на выходе у него все теже условные 380 3 фазы но уже другой требуемой частоты
ты вообще не понимаешь что такое синхронный двигатель, почитай вики, для начала.
>колекторник который работает от переменного тока
это универсальный коллекторный двигатель, который работает в том числе от переменного напряжения.
"Слесарных" станков, няша, овер дохуя типов от простейшей дрели на подставке, до ебанутейших систем плазменного 3D наплавления. Делать они позволяют примерно что угодно. Навыки для них нужжны примерно охуительные, от материаловедения до программирования.
> переменного напряжения.
иди нахуй кретин как раз таки вот этого не бывает
>не понимаешь что такое синхронный двигатель
ИДИ НАХУЙ КРЕТИН я не про двигатель говарил а за системы регулирования этих двигателей и они РАЗНЫЕ для асинхронного и колекторного постоянного тока
>который работает
егоже НЕТ как он блядь работает??? как может работать то чего нет долбаеб???
>они РАЗНЫЕ для асинхронного и колекторного постоянного тока
причем тут коллекторный двигатель, если речь идет о синхронном двигатале. Ты реально мне понимаешь что такое синхронный двигатель и путаешь его с коллекторным.
>егоже НЕТ как он блядь работает??? как может работать то чего нет долбаеб???
открой вики и посмотри, что не существует такого понятия как переменный коллекторный двигатель, потому что он в принциппе не может быть исключительно переменным, в силу того что то же напряжение в любой момент времени находится на статоре и роторе, только оно создает противоположноый магнитный поток который создает вращение, поэтому изменение полярности подаваемонго напряжения не играет роли в его работе.
где я хоть слово хоть пол слова сказал о синхронном двигателе?
самм придумал сам ответил теперь меня пытаешся убедить в этой хуйне???
>не существует
ты уже определись существует или нет
Ну я тебе теоретически ответил
Фотку неси, посоветую что делать и на каком станке
что на видосе???
Токарный станок точит заготовку
Алюминий, стальной резок
ты дурак?? или думаеш я тупой???
нахуя там синька??? с какой такой целью? чтобы вот ЧТО??
Я уже не помню что я там точил, экспериментировал с ручкой для одного инструмента скорее всего, зачем синька не помню точно, но уверен что можно было обойтись без нее
бесплатный совет хочеш?
если у тебя не серия из сотни деталей то задирать обороты шпинделя очень хуевая затея
Всегда рад совету, я далеко не проф в этом деле. Спасибо
самоучка?
тогде еще парочка
1 НИКОГДА НИЧЕГО НЕ ДЕРЖИ В РУКАХ КОГДА ВРАСЧАЕЦА ШПИНДЕЛЬ
НИКОГДА И НИЧЕГО
2 не подходи к станку с похмелья и уж тем более не бухай за ним - даже пиво даже светлое даже бутылочку
3 не спеши - тебе норму делать не надо - если чувствуеш что чтото не идет не получаеца или вот надоело - оставь походи подумай почитай умную книжку посматри тотже ютуб
4 купи индикатор
Да правда ничего нет. Станка тоже нет, если бы был я бы тред не создавал, сразу наматываться бы пошел.

>самоучка?
Да
Спасибо за годные советы, особенно 3 мне подходит
Какой индикатор советуешь? У меня такие вот есть
бамп
ьамп
это уже зависит от того насколько они уебаны - сделай для них стойки как у индусов в тех видосах - чтобы по станине на магните ездили
Вроде не убиты. Стойка у меня пока только одна с магнитом. Хочу заебенить DRO на Токарев и фрезер. Как считаешь, годно?
>Порядок работы со станком>
Подходишь
Включаешь
Медленно наматываешься
В очко твоей мамаши
смотря что фрезеровать - токарка не особо подходит в качестве фрезера в силу ряда причин
дро хз что такое посему мимо
если станок не твой то начни делать запчастя для своего - когда "мой" уехал - продали кантору ликвидировали я слегка прихуел от того что оказалось что я не в состоянии эдыкватно просверлить даже дырку на 13мм не говоря уже о...
начни со всяких делительных устройств опор и прочего всяких приспасоб облегчающих тебе жизнь
например бональный крючек который цепляет сюпорт к задней бабке и сверление ты выполняеш на подаче а не крутя пиноль
почитай советские книжки по токарке там много всяких полезных советов

Носить рубашку с длинным рукавом на основе, а если брусок слишком долго останавливается, то притормозить его кистью руки.
>Не спеши - тебе норму делать не надо - если чувствуеш что чтото не идет не получаеца или вот надоело - оставь походи подумай почитай умную книжку посматри тотже ютуб
Тут у нас не Италия. Здесь- Мордор. Надо выполнять план. Иначе, иди туда, где тебя ждут СВОи.

У меня свой токарный и фрезер. Правда фрезер времён ВОВ, и люфты там такие чтотебануться, но жёсткий и мощный, 2 тонны примерно весит. Так вот, я хочу на него цифровые индикаторы поставить на все оси типа пикрил, чтобы люфты хоть немного контрить, дро по английски. Да и на токарный не помешало бы, там тоже поперечная ось люфтит...
люфты убираюца настройкой маточных гаек - там есть для этого регулировочные болты - там все настраиваеца канечно если не усосаны в хлам направляйки и сами винты если это так то либо на востановление либо смирица что гдето будет заедать а гдето болтаца
проблема всех станков в том что направляйки и винты изнашиваюца не равномерно - больше в начале меньше в конце
ну и какбы есть правило оно касаеца всех станков - все винты работают только в одну сторону - непонял? расмотрим на приере поперечной подачи - ты замерил заготовку выставил нониус протачил на какойто размер делаеш следующий заход но проебался накрутил на пол деления больше тое надо открутить и по навой накрутить - откручиваеш на ДВА оборота и потомм уже опять закручиваеш - удобно когда ловиш сотку не руками крутить - попадать в деление а легими ударами маленького молоточка по ручке но это надо набить руку чтобы тюкать равномерно чтобы последний удар был предсказуем
хз все эти цыфры гавно без задач просто научись пользоваца штатными средствами они там для этого и существуют - просто надо привыкнуть
У тебя на пике фрезерный, какой нахуй слесарный станок?
Поясните что такое суппорт, планшайба, пиноль. Только по простому
Не отвечай в бототреды.
сюпорт это та хуйня со всей находящейся на ней хуйней которая ездиет продольно по направляйкам станины
планшайба это такой патрон позволяющий фиксировать на нем всякие картера хуертера имено так как тебе надо там зажим производица не кулачкаи а спецальными упорами как на столе фрезерного станка - там есть Т образные проточки в них засовываеца шляпка болта а на сам болт одеваеца спец упор в виде буквы Г или угольника не суть важно и вся эта хуйня затягиваеца вместе с деталью сверху гайкой иногда планшайба это вот просто большой диск но с точной торцевой поверхностью в нем просверлены дырки и в них нарезана резьба и деталь тупо к нему прикручиваеца базовой плоскостью
пиноль это та цилиндрическая хуйня которая вылазиет из задней бабки когда ты крутиш на ней с зади ручку в ней фиксируеца различный инструмент при помощи конусов морзе - сверла патроны упоры и прочая хуйня
ты сам бот и тем более хохол бот

1 - суппорт, крутя лимбы на нем, двигаешь резец.
Остальное в падлу объяснять, да и объяснили уже

Годные советы, спасибо, аноныч. На моём фрезере винтовые шайбы уже разношены, нужно менять но их уже не производят. Возможно заменю на шаровые винты или как их там (пикрил) если будет время этим заниматься. Сейчас я даже не хочу ничего, у меня один серьезный строительный проект дома, времени нет токаркой заниматься.
>заменю на шаровые винты
швп это ГАВНО точнее не гавно точнее для фрезера и токарки это ГАВНО
швп это для 3д принторов и прочей хуйни где нет или незначительная нагрузка на перемещаемый инструмент - основное требование скорость перемещения и НИЗКИЕ потери на трение опять же для этой саой скорости - в токарке и темболее на фрезере их разъебет в момент
еще раз маточные гайки НАСТРАИВАЮЦА они разрезаны и регулировчными болтами их сжимают а поскольку профиль резьбы конус они ... понял да?
если же все пиздец как плачевно по либо в гугль либо в твоем мухосранске есть станко ремонтный завод в краснодаре есть там и направляйки шлифанут и винты с гайками выточат - ну или в гугль и можно купить заказать это все делаеца с этим проблем НЕТ ну если канечно ты не в стране404
>маточные гайки НАСТРАИВАЮЦА они разрезаны и регулировчными болтами их сжимают а поскольку профиль резьбы конус они ... понял да?
Я его когда перебирал, не помню чтобы там гайки регулируемые были, но я посмотрю, вроде фотки должны быть
Это не слесарный вообще хз кто их называет так. Это фрезер.
Какой еще слесарный? Это шлифовальный.

они латуниевые ну или бронзовые - карочи желтого металлу и в них пропил
кстати в курсе что
1 запрещено резать на ходовом винте - им выполняеца только нарезание резьбы а простой съем металла выполняеца рейкой
2 запрещено держать заточной - абразивный инструмент а равно и работать на нем в помещении где находятся металорежущие станки

>запрещено резать на ходовом винте - им выполняеца только нарезание резьбы а простой съем металла выполняеца рейкой
На этой фотке ходовой винт хватается правым рычагом, значит рейка это тот что слева и ниже, да?
Насчёт абразивов знаю, но у меня все в одном помещении... Сарай не резиновый

вот в душе не ебу как у тебя у меня переключение было на самом станке а не на сюпорте но найти этот рычаг достаточно просто - видиш чуть ниже винта еще один вал? вот этот и должен врасчаца когда просто режеш а винт стоять
на пике стрелкой тот вал что для рейки а переключение на него и ли на ходовой винт какимто из 4 в квадрате
на сюпорте тоже есть рычаг который соединяет 2 половинки разрезной маточной гайки - тое когда ты режеш просто эта гайка разеденена и с винтом не имеет зацепления даже если он и врасчаеца а когда ты режеш резьбу обе ее половинки соединяюца и винт полусает жесткое зацепление с сюпортом
по идее там должны быть штльдтики и там должно быть написано че куда

Консультируешь удалённо?
(пик)
Я понял. У меня на самом станке нет рычагов включения винта, там только переключение коробки передач, обе оси всегда вращаются когда станок включен, правый рычаг на суппорте обхватывает винт разрезной маточной гайкой, значит он и есть для резьбы - я так и думал. Шильдиков нет или все стёрлось, но не беда, есть инструкция на тырнете вроде. Токарный станок у меня не такой древний как фрезер
Шарико-винтовая передача. ШВП




Можете вкрацте объяснить зумеру как работает слесарный станок:
-Его конструкция
-Порядок работы со станком
-Что на нем производят?
-Чем он отличается от токарного станка?
-Зачем нужен оператор станка?
-Существует ли способ автоматизировать станки? Почему этого не делают на заводах?
-Перфокарты это от этого станка или от другого?
-Куда девается произведенный на станке продукт?